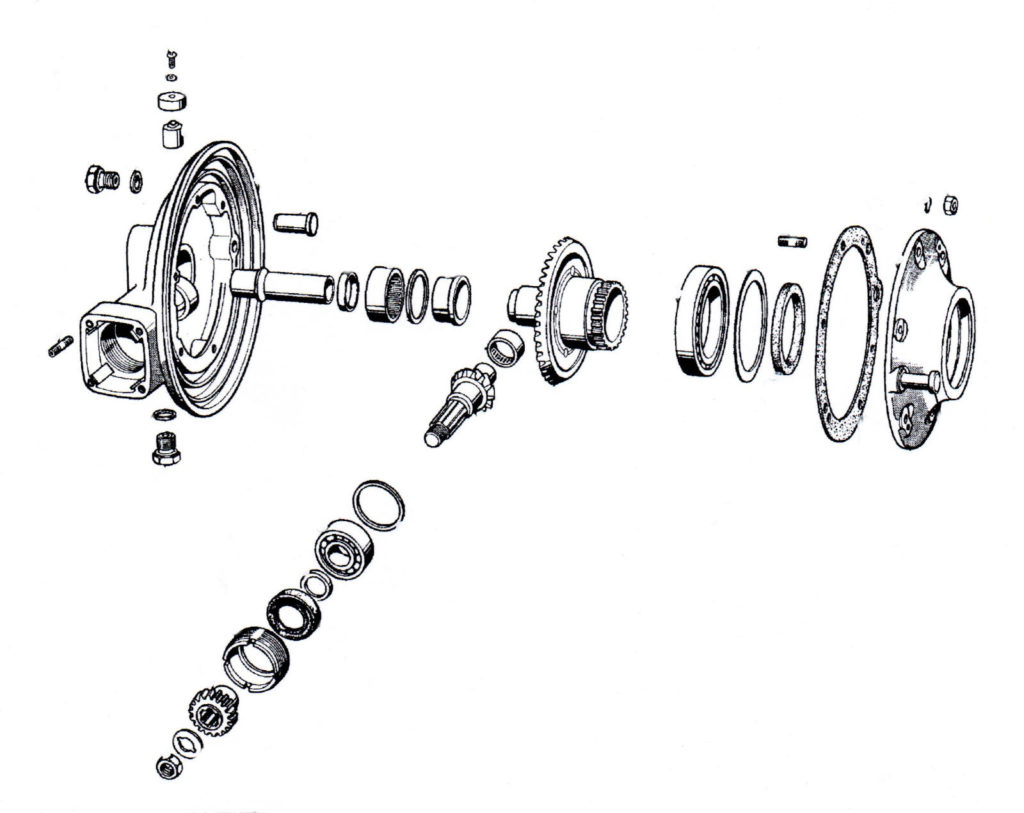
Remise en état d’un pont de BMW S2
Bonjour, j’ai lu un post sur les ponts de nos chères S2… R50, R50/2, R60, R60/2, R50S, R69, R69S.
La personne parlait du coût de réfection, alors comme j’en fais de temps en temps pour moi voilà le coût d’une remise en ordre.
Achat des roulements (pas de la m.. venant de RPC svp), achat des joints en Viton car ils durent bien plus longtemps, achat de 3 cales, environ 400 Euros. Zingage des pièces environ 25 Euros
Achat d’une couronne et du pignon d’attaque, (si besoin) environ 650 Euros
Démontage à chaud, nettoyage, sablage & microbillage, re-nettoyage, passage de tarauds, environ 3 h sans oublier de sortir ce sacré joint tout au fond du carter sur l’axe de la couronne et qui est une vraie galère à sortir. A ce sujet il faut faire très attention au choix du joint car la portée de la lèvre d’étanchéité est critique….Pour ma part je prends un joint de 6mm et non 7 et mets une cale de 1mm pour *sortir* un peu la lèvre car avec les joints modernes elle est un plus loin du bord.
Le calage demande en moyenne 2 re-démontages et toujours à chaud, donc 3 montages (2 au *bleu de touche* et nettoyage chaque fois) soit de 4 à 6h de travail.
Petit matériel (liquide de nettoyage, sable et billes de verre, gaz, etc). Nettoyage de la place de travail.
Donc le total est très vite *imposant*
Je précise, rien sur la table de la cuisine et à froid…Utilisation d’une presse, d’un chalumeau genre couvreur et de posages indispensable.
Pont support

Pont carter

Pont Roultabille

Ils sont ajustés pour être montés libre sur la couronne et le pignon d’attaque
Pont gougeon

Les filets M8x1,25 à la filière
Pont simer

Pont Canette

Pont roulement entrée

Pont outil montage simer

Pont axe central

Pont roulements rouleaux

Pont douille

Pont couronne

Pont couronne cage

Pont couronne rouleaux

Pont bleu

L’on peut alors passer à l’opération *bleu de touche* (il ne faudra pas oublier de nettoyer le bleu des pignons après chaque essais et à la fin aussi)
Pont tableau de calage
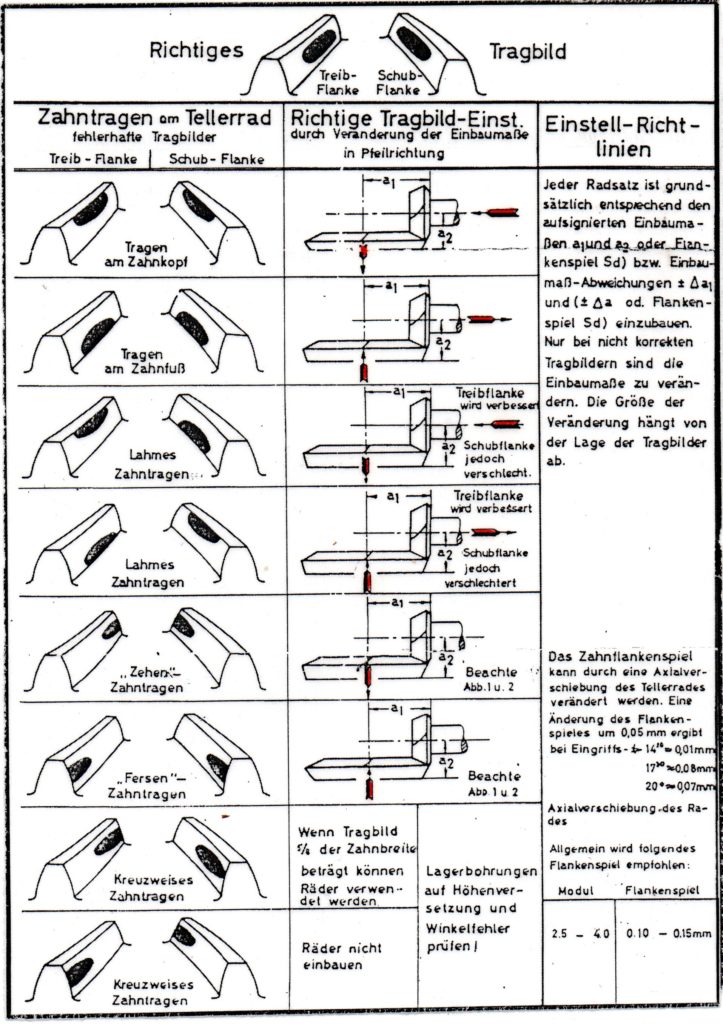
Le sens de déplacement reste valable mais inversé pour la couronne.
Attention ne pas croire ce qui est gravé sur le nez du pont, les pignons ont pût être changés.
Pont arrière
Un truc vu sur le Net et qui peux être utile…
Pont frein
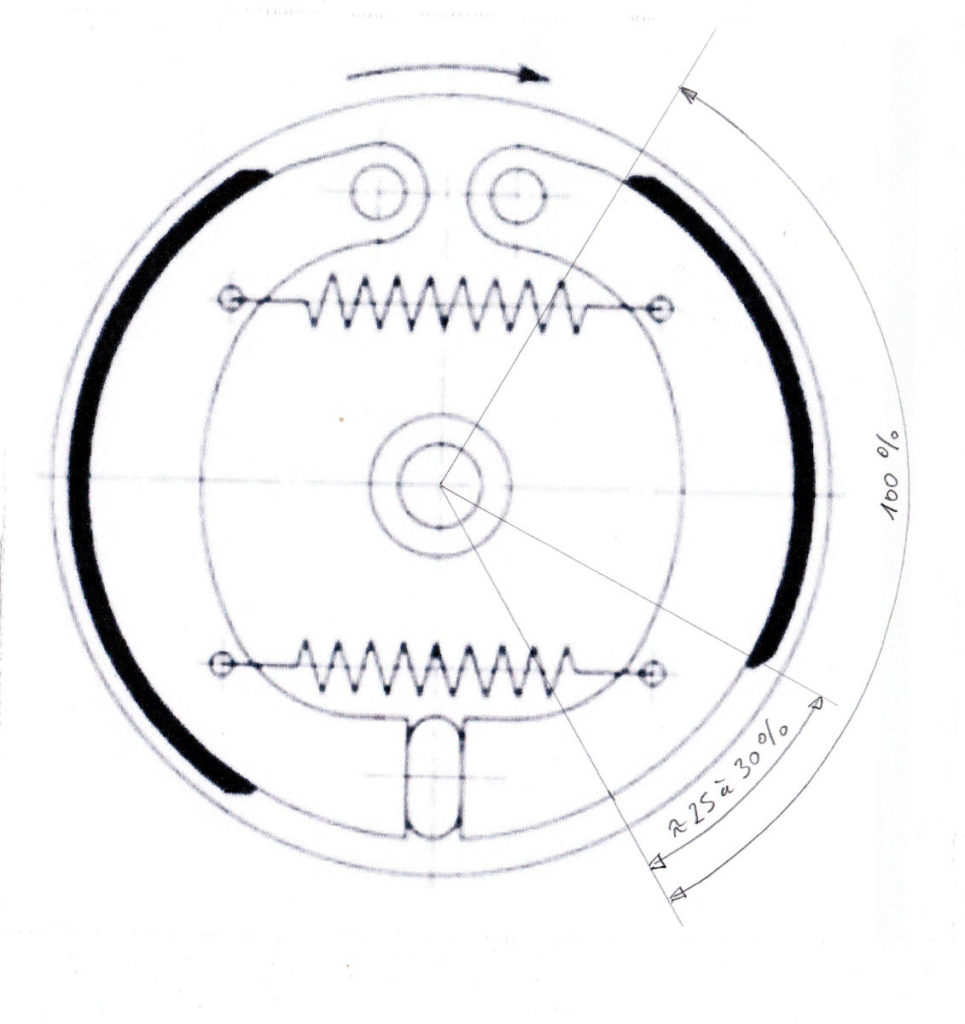
Attention au sens de rotation !!!!
Attention au *détalonnage*
Pont roulement in

Cales de 0,20 mm, 0,28 mm, 0,38 mm, 0,50 mm, 0,63 mm, 0,75 mm, 1,00 mm »
N’oubliez pas de *laver* le bleu de touche
Pont rondelle in

Pont trou M8x100
Pont à zéro

Pont à 4

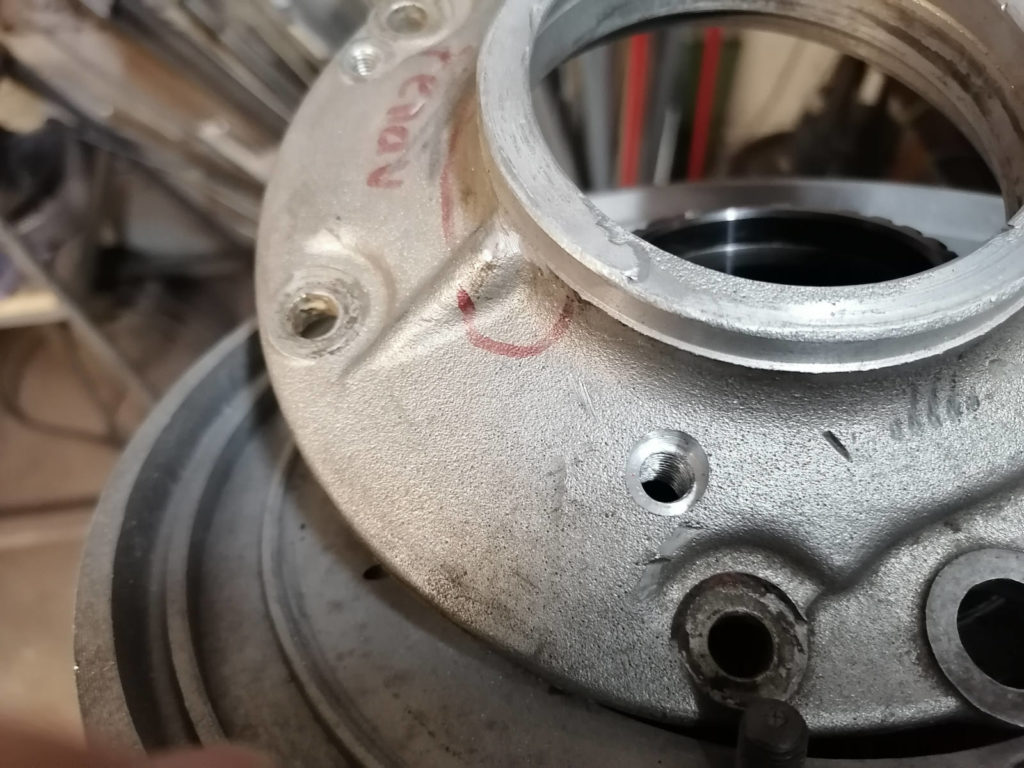
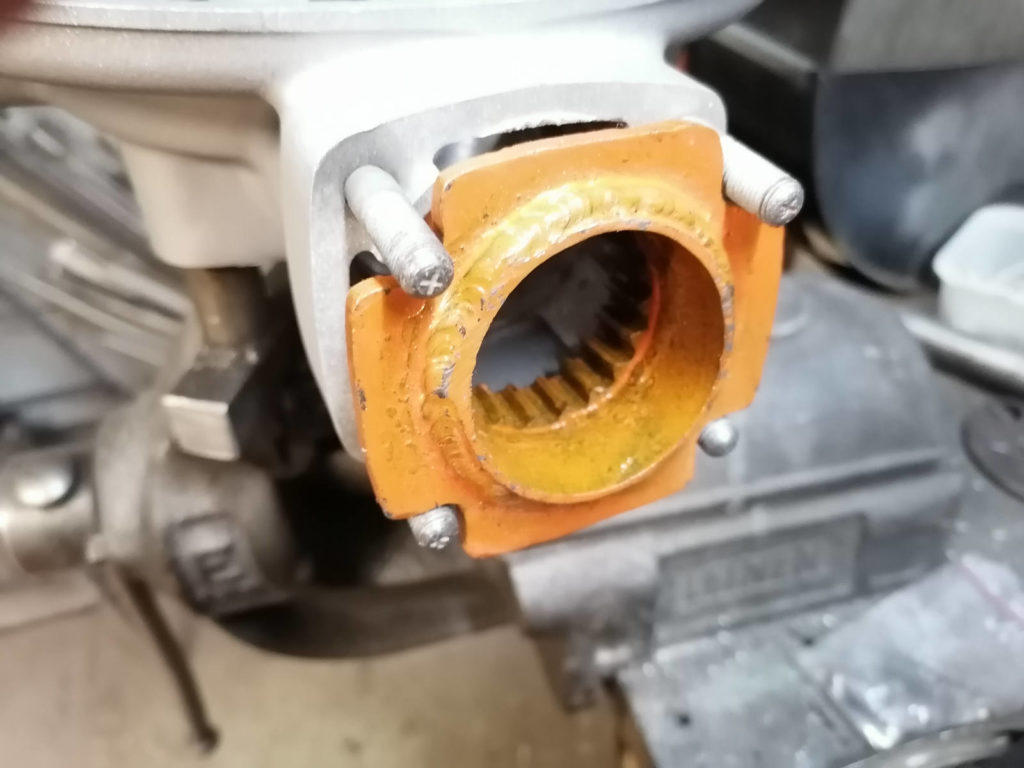
On peut dire que le remplacement de la partie cannelée est correct. (Honnêtement je m’attendais à plus…)
Mais pour être totalement honnête j’ai quand même été obligé de nettoyer la portée avec une toile d’émeri ultra fine car il restait des traces du remplacement (genre fondant ou graisse carbonisée)
Outil pour le serrage de la bague de fixation, attention le simer (je passe toujours un pinceau avec de la graisse sur les lèvres) est avec les lèvres coté externe
Pont outil

J’ai juste oublié de préciser, il ne faut pas uniquement que le point de touche soit juste, il faut aussi qu’il n’y ai pas de jeu excessif entre pignon d’attaque et couronne, pour ma part je préfère un léger serrage (j’ai dit léger….) qui disparaitra carter chaud, que du jeu qui augmentera.
Pensez aux chocs entre l’accélération et le freinage.
Pont trou huile

Pont chauffe roulement

Pont gant 2

Pont poulement contrôle

Les côtes sont indicatives et sont le reflet de celles de mon pont et ne peuvent être transposées pour un autre carter, Je décline toutes responsabilités en cas de mauvais calage de votre pont….
Il est impératif que les surfaces soient propres (sans trace de vieux papier) donc si besoin donnez un petit coup avec un papier de verre fin
Pont épaisseur joint

Pont hauteur roulement

Bien tenir en pression le burin contre la cage centrale et refaire plusieurs fois la mesure….
Pont prof gorge

Pont gorge 3

Attention que les vis d’extraction M6 n’aient pas créés une bavure sur le filet
Pont prof gorge 2

Ensuite par soustraction et addition on détermine la valeur des cales à mettre, (par superposition) jusqu’à l’obtention de la valeur désirée.
Là aussi je préfère avoir un très léger serrage (0,03- 0,05mm)
Dans mon cas actuel, la valeur des cales serait de 0,91mm en tenant compte du joint papier.
Cales de 0,18 mm, 0,28 mm, 0,38 mm, 0,50 mm, 0,63 mm, 0,75 mm, 0,88 mm »
Il faut aussi tenir compte d’un éventuel produit d’étanchéité qui va ajouter des centièmes….
Ce qui est très loin de ce que j’avais lors de l’ouverture de ce pont, la différence est de l’ordre de 0,4mm.
Pont cale graisse

Je place la demi canette sur les dentures pour protéger le simer au montage,
Je pose le grand simer *suifé* (et avec un peu de graisse mise au pinceau dedans) à la presse pour qu’il soit bien plat et je chauffe au chalumeau le couvercle et le mets en place, je pose les rondelles élastiques, je mets les écrous M8 et serre le tout en m’aidant d’un marteau plastique pour que le couvercle soit bien en place.
Ensuite je tapote légèrement avec le marteau plastique tout autour du logement du roulement afin de *détendre* les tensions qui pourraient exister.
Et vérifier si tout cela tourne….
Pont serrage nez
Pont blocage
Pont serrage in

Pont rondelle blocage

Pont nett 574

Pont rapport

Pont fini
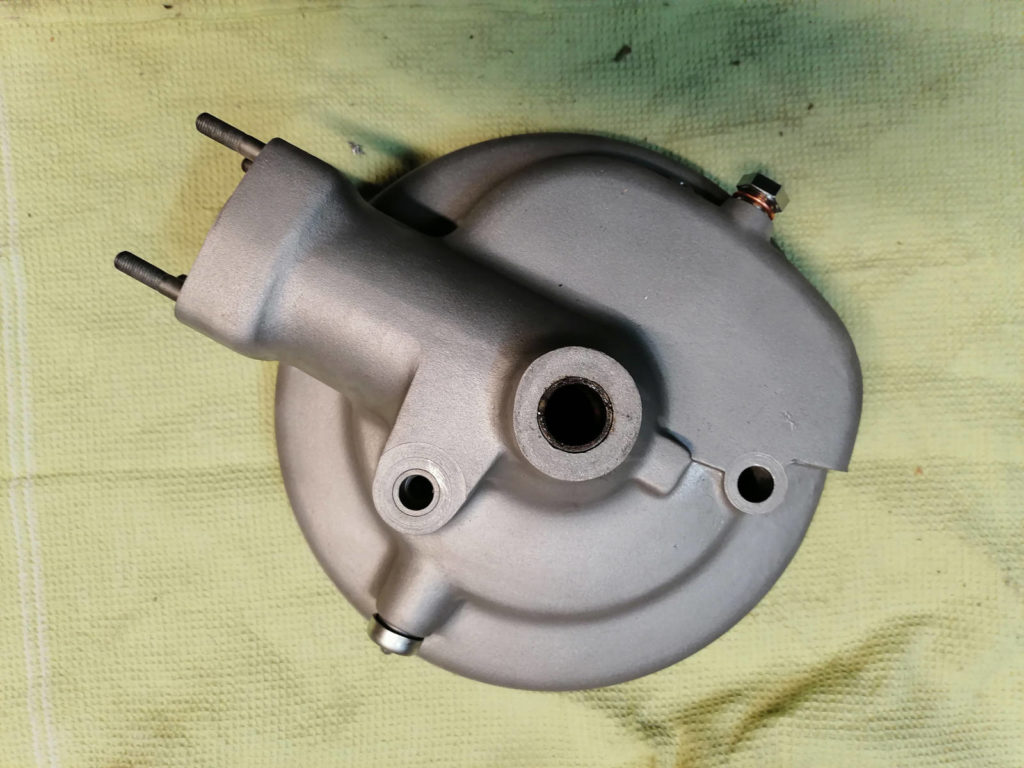
J’ai posé un bouchon magnétique en bas puis je poserai un bouchon de remplissage standard en haut, le tout avec des joints cuivre neufs.
Un dernier petit coup de chiffon avec du produit de nettoyage et le pont sera prêt pour son remontage.
Si vous le stockez, stockez le dans un endroit idoine enrobé dans du film plastique alimentaire….
Ce tuto reflète ma manière de faire, je ne prétends pas détenir la vérité ni que cela soit la seule manière, mais je fais ainsi depuis les années 70 et n’ai jamais eu de problème, même avec des sides d’avant-guerre.
Interdiction de reproduire ou de transférer ce document de quelque manière que ce soit
Propriété du site www : bmw.org